Introdução
O conector HD DB26 macho com capa plástica soldável é um componente crítico em projetos de aquisição de dados e interconexão de sinais em ambientes industriais. Neste artigo técnico vou explicar o que é esse conector, comparar as opções DB26 soldável versus crimp/plug, e mostrar as aplicações típicas em automação industrial, IIoT e painéis OEM. Mencionarei normas relevantes (por exemplo, IEC/EN 62368-1, IEC 60601-1) e conceitos elétricos úteis como resistência de contato, corrente por pino, MTBF e práticas para mitigação de ruído em sinais.
A escolha entre conector DB26 soldável e alternativas crimpadas ou com terminais de pressão afeta diretamente confiabilidade, reparabilidade e custo total do sistema. A versão soldável oferece baixa resistência de contato quando bem executada, facilidade para reparos em bancada e densidade mecânica vantajosa em painéis. Em contrapartida, opções crimpadas proporcionam maior reprodutibilidade em produção em massa; a decisão deve considerar testes de temperatura, vibração (IEC 60068) e requisitos de blindagem para comunicações sensíveis.
Nos parágrafos seguintes abordarei aspectos práticos: especificações técnicas em tabela, guia de soldagem passo a passo, integração com módulos de aquisição e SCADA, exemplos de aplicação em subestações e bancadas de teste e checklists de entrega. Para referências adicionais e artigos complementares, consulte Referência: para mais artigos técnicos consulte: https://blog.lri.com.br/.
O que é o conector HD DB26 macho com capa plástica soldável e por que importa
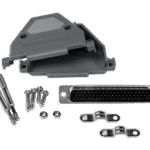
O conector HD DB26 macho com capa plástica soldável é um conector D-sub de 26 pinos em formato robusto (High Density) com pinos expostos para soldagem direta do cabo ou cabo de ligação. Ele oferece uma interface compacta e padronizada para múltiplos sinais analógicos e digitais, usada com frequência em sistemas de aquisição de dados, painéis de I/O e equipamentos de teste. A capa plástica faz a função mecânica de isolamento e posicionamento, reduzindo peso e custo em relação às capas metálicas.
Comparando com alternativas, a versão soldável permite solda direta do condutor ao pino, ideal para prototipagem, rework em campo e pequenos volumes. Já as opções crimp e plug favorecem produções em escala por garantir maior uniformidade e força mecânica do contato. A escolha deve considerar também fatores de conformidade com normas de segurança e compatibilidade com fluxos de produção (ex.: reflow não aplicável a DB26 soldável).
Em termos de projeto, o DB26 soldável é relevante porque facilita a integração entre sensores, condicionadores de sinal e módulos ICP DAS, mantendo baixa impedância de contato quando soldado corretamente. Para aplicações críticas, é preciso verificar especificações como resistência de contato, corrente nominal por pino e acabamentos (niquelado/estanhado), bem como procedimentos de aterramento e blindagem para evitar perda de integridade de sinal.
Visão rápida: principais características em 30 segundos
- Tipo de conector: DB26 HD macho — 26 pinos em disposição de alta densidade.
- Capa: plástica (ABS/PVC) — isolamento elétrico, leveza e facilidade de montagem.
- Terminação: soldável — pinos preparados para solda manual ou por onda (quando aplicável).
Em segundos: é uma solução compacta para múltiplos sinais, preferida para customização, retrofit e painéis compactos. A capa plástica reduz riscos de curto e facilita a identificação por ser customizável com cores.
Resumo técnico imediato: corrente por pino, resistência de contato baixa quando soldado (>20 mΩ típico), acabamento em estanho para compatibilidade com soldagem e faixa de temperatura de operação que atende a ambientes industriais típicos (-40 a +85 °C).
Principais aplicações e setores atendidos pelo conector HD DB26 macho com capa plástica soldável
O conector é amplamente usado em automação industrial, utilities (subestações), equipamentos de teste & measurement e transporte. Em automação, consolida sinais de sensores e atuadores em um único ponto para módulos de I/O; em utilities, facilita painéis de proteção e sistemas de telemetria; em bancos de teste, simplifica conexões rápidas entre DUTs e instrumentos de medição.
Em ambientes IIoT e Indústria 4.0, o DB26 soldável é útil em gateways e concentradores de dados que agregam múltiplos canais analógicos/digitais antes de um PLC ou gateway MQTT/OPC-UA. Sua densidade reduz rackspace e permite layouts mais eficientes em painéis compactos. Para OEMs, a soldagem direta permite adaptar cablagem customizada sem depender de conectores crimpeados específicos.
A robustez elétrica e mecânica, quando somada a práticas corretas de soldagem e blindagem, atende requisitos de confiabilidade exigidos por contratos de utilities. A conformidade com testes ambientais (choque, vibração, temperatura) deve ser verificada com base em normas como IEC 60068 e requisitos internos de MTBF para sistemas críticos.
Setores industriais suportados (automação, energia, transporte, test & measurement)
No setor de automação, o conector DB26 é empregado em painéis de controle, racks de I/O remotos e controladores embarcados. Suas interfaces suportam sinais de baixa tensão, canais digitais e algumas linhas de alimentação de baixo consumo. Projetistas apreciam a clareza de mapeamento de pinos e facilidade de manutenção.
Em energia e subestações, o DB26 aparece em painéis de proteção e SCADA para consolidação de sinais analógicos de transformadores e sensores. A capacidade de realizar aterramento e blindagem adequados é fundamental para evitar interferências em sinais sensíveis. Testes de isolamento e resistência são rotineiros.
Em transporte e test & measurement, seu uso abrange desde painéis de telemetria até bancadas automotivas onde múltiplos sensores e atuadores precisam ser conectados e trocados rapidamente. Em todos os casos, o projeto deve incluir critérios de strain relief e controle térmico.
Casos de uso em sistemas OEM e painéis de controle
Em OEMs, o DB26 soldável facilita o embarque de cablagem customizada diretamente na placa ou cabo de alimentação interna, reduzindo etapas de montagem. A capa plástica simplifica fixação em chassis plásticos ou metálicos, com economia de espaço e peso.
Em painéis de controle, o conector funciona como ponto de passagem entre fiação externa e backplane de módulos ICP DAS ou fornecedores de I/O. A soldagem direta permite criar pontos de teste acessíveis para manutenção preventiva, sem sacrificar a integridade de contato quando bem executada.
Para projetos que exigem robustez mas também flexibilidade de campo, a versão soldável oferece vantagem operacional: menos dependência de ferramentas específicas de crimpagem e facilidade para modificações em revisões de engenharia.
Especificações técnicas do conector HD DB26 macho com capa plástica soldável — tabela resumida para engenharia
| Parâmetro | Valor | Observações |
|---|---|---|
| Tipo de conector | DB26 macho HD | Soldável |
| Número de pinos | 26 | Disposição 2×13 (alta densidade) |
| Material da capa | ABS/PVC | Temperatura de operação típica -40 a +85 °C |
| Corrente nominal por pino | 1–3 A (depend. bitola) | Verificar aplicação; recomendações de projeto |
| Resistência de contato | < 30 mΩ típico | Teste conforme IEC 60512-2 |
| Temperatura de operação | -40 a +85 °C | Depende do material da capa |
| Dimensões (LxAxP) | Ver desenho mecânico | Consulte folha de dados ICP DAS |
| Acabamento dos pinos | Estanhado / Níquel opcional | Estanhado facilita soldagem; níquel melhora resistência mecânica |
| Compatibilidade com cabos | 28–20 AWG recomendado | Use terminais ou sleeving quando necessário |
Notas: valores de corrente e resistência são indicativos; ver folha de dados do fornecedor e realizar ensaios sob condições reais de operação (temperatura, vibração). A conformidade com normas de segurança e EMC deve ser verificada em projetos finais.
Notas técnicas e tolerâncias
As tolerâncias mecânicas típicas para perfis D-sub HD seguem tolerância de posição de pinos ±0,2 mm e angulação limitada para assegurar acoplamento sem esforço. Em aplicações onde há vibração, recomenda-se usar trava mecânica adicional ou suportes de fixação para evitar fadiga por movimento.
O acabamento de pinos em estanho facilita a soldagem manual (temperatura de solda entre 260–350 °C dependendo do fluxo e tempo). O níquel aumenta resistência à abrasão mas reduz molhabilidade na soldagem; escolha conforme necessidade de resistência mecânica vs. facilidade de montagem.
Para ambientes agressivos (umidade, agentes químicos), recomenda-se capa plástica com especificação UL94-V0 e tratamentos de conformal coating em cabos; além disso, a seleção de material e testes de envelhecimento acelerado (salt spray, IEC 60068-2-11) são aconselhados.
Importância, benefícios e diferenciais do produto
O conector DB26 soldável agrega valor técnico por consolidar múltiplos sinais em um ponto de conexão confiável e reparável. A soldagem adequada reduz resistência de contato e pontos de falha intermitente, melhorando métricas de disponibilidade e MTBF dos sistemas. Analogamente, pense no conector como a “entroncamento” elétrico — se a junção for bem-feita, todo o sistema opera com maior previsibilidade.
Benefícios incluem facilidade de reparo em campo, flexibilidade para wires personalizados e redução de custo inicial em volumes baixos. A capa plástica minimiza riscos de curto e facilita identificação de canais, o que acelera a manutenção e reduz downtime em operações críticas. Em aplicações IIoT, conexões confiáveis significam dados mais limpos para análise preditiva.
A ICP DAS diferencia-se pelo controle de qualidade, especificações claras e suporte técnico direto para integração em sistemas de aquisição de dados. A assistência na seleção de acabamento de pinos, recomendações de soldagem e verificações de compatibilidade eletromagnética fazem parte do pacote de suporte técnico oferecido.
Benefícios técnicos (confiabilidade, facilidade de soldagem, robustez)
A confiabilidade decorre de baixa resistência de contato e da possibilidade de inspeção visual do conjunto soldado. A soldabilidade facilita reparos e revisões rápidas, especialmente em bancos de testes e protótipos. A robustez mecânica da capa plástica protege contra impactos leves e permite montagem em painéis com espaço reduzido.
Do ponto de vista elétrico, a minimização de junções crimpeadas reduz pontos de transição que podem oxidar com o tempo; isso é crucial em sinais analógicos de baixa amplitude. Comparando a uma ponte em tráfego, menos entroncamentos idênticos significa menor probabilidade de vazios na rede de sinais.
Em termos de manutenção, a capacidade de dessoldar e ressoldar torna o DB26 soldável uma escolha econômica para ciclos de vida longos e prototipagem contínua, ao passo que o uso de materiais com boa resistência térmica garante durabilidade.
Diferenciais ICP DAS vs. concorrência
A ICP DAS fornece documentação técnica detalhada, testes de lote e suporte para integração com seus módulos de aquisição. Isso inclui especificações de torque para fixadores, recomendações de blindagem e exemplos de cabo para diferentes tipos de sinal. O acompanhamento pós-venda e o histórico de conformidade com normas adicionam confiabilidade ao projeto.
A garantia de componentes e a disponibilidade de alternativas (ex.: versões metálicas, com travas adicionais) permitem adaptar o conector a requisitos específicos de ambiente e durabilidade. A ICP DAS também oferece orientação sobre testes de EMC e procedimentos para reduzir ruído em sistemas sensíveis.
Além disso, a rede de distribuição e serviços técnicos locais, incluindo material de aplicação e exemplos de configuração com módulos ICP DAS, acelera a implantação em campo. Para aplicações que exigem essa robustez, a série conector HD DB26 macho com capa plástica soldável da ICP DAS é a solução ideal. Confira as especificações em: https://www.lri.com.br/aquisicao-de-dados/conector-hd-db26-macho-capa-plastica-soldavel
Guia prático de aplicação: Como montar e usar o conector HD DB26 macho com capa plástica soldável
Antes de soldar, realize preparação do cabo: decape o condutor, mantenha comprimento uniforme, torça malhas e aplique fluxo apropriado. Use ferramentas de proteção (EPI), estação de solda com controle de temperatura e pontas adequadas para evitar aquecimento excessivo que degrade o isolante ou a capa plástica. Uma boa prática é pré-aquecer o conjunto quando muitos pinos forem soldados.
Soldagem por onda geralmente não é indicada para conectores com capa plástica não classificada para reflow; soldagem manual com estação PID ajustada (320–360 °C por curta duração) e fluxo removível é o procedimento padrão. Use solda com liga lead-free (ex.: SnAgCu) conforme requisitos RoHS, ou estanho-chumbo se a aplicação permitir e a confiabilidade térmica for crítica.
Após montagem, execute inspeções visuais e testes elétricos: continuidade pino-a-pino, teste de isolamento entre pinos adjacentes e medição de resistência de contato. Documente os resultados para rastreabilidade e repita ensaios de vibração/choque se a aplicação for sujeita a condições severas.
Preparação e ferramentas necessárias
Ferramentas essenciais: estação de solda com controle de temperatura, alicates de ponta fina, decapador de cabos, microscópio ou lupa para inspeção de solda, fluxo adequado e solda compatível com o acabamento dos pinos. Para montagem em painel, chaves para fixação dos parafusos de retenção e suporte mecânico são recomendados.
Materiais consumíveis: fluxo à base de colofônia (ou No-Clean conforme necessidade), solda Solder Wire 0.6–1.0 mm, sleeving termo retrátil para strain relief, e fita para isolamento temporário durante soldagem. Tenha álcool isopropílico para limpeza pós-soldagem.
Checklist de segurança: EPI, extração de fumos de solda (captura local), verificação de desconexão de energia antes de iniciar e etiquetagem dos cabos para evitar erros de pinout. Em produção, implemente processos de QA para rastreabilidade.
Passo a passo: soldagem dos pinos e fixação da capa plástica
1) Posicione o conector em gabarito de montagem; insira os condutores pré-trançados e aplique fluxo.
2) Aqueça a junta com ponta adequada e aplique solda, garantindo fillet uniforme e evitando excesso que possa criar curto com pinos adjacentes.
3) Após soldagem, limpe resíduo de fluxo se necessário, verifique com lupa, aplique sleeving termo retrátil e fixe capa plástica no conector conforme desenho mecânico.
Tempo e temperatura: para solda SnAgCu, utilize ponta a 320–350 °C por 1–3 s por pino; para produção em grande volume, analise alternativas de soldagem semi-automática com controle de tempo. Inspeção pós-soldagem inclui medição de resistência de contato e teste de continuidade completo.
Verificações elétricas e testes funcionais pós-instalação
Realize teste de continuidade pino-a-pino com multímetro e teste de isolamento entre grupos de sinais usando megômetro quando apropriado. Para sinais analógicos, execute teste de loop-injection para validar ganho e ruído; compare com valores esperados do sistema.
Medição de resistência de contato com micro-ohmímetro pode revelar soldas frias — critérios típicos aceitam pino1, GND->pino14) e mantenha lista de verificação para evitar erros. Em equipamentos rack, utilize backplanes ou cabos de transição para manter padronização. Para múltiplos módulos, adote nomenclatura consistente no painel.
Use terminais de referência limpa para GND e em restrospectiva verifique impedância de referência ao mesmo ponto de aterramento do PLC/gateway. Ao conectar múltiplos sinais analógicos, separe fisicamente cabos de potência e sinais fracos, mantendo distância mínima conforme normas EMC.
Para IIoT, considere integrar multiplexadores ou gateways ICP DAS que convertem sinais para protocolos Ethernet/MQTT/OPC-UA, reduzindo cabeamento e oferecendo telemetria nativa para plataformas de nuvem.
Gestão de sinais, aterramento e blindagem para comunicação confiável
Evite loops de terra por meio de aterramento em ponto único e use isoladores galvânicos quando necessário. Para sinais diferenciais, mantenha a simetria de pares trançados e evite cortes ou emendas sem crimps de qualidade ou soldas bem protegidas.
Blindagens devem ser terminadas de forma consistente; quando possível, utilize conector com flange metálica para carrinho de blindagem, ou crie retorno de blindagem em 360° no painel. Ferramentas como analisadores de espectro e osciloscópios com probe diferencial são essenciais para diagnosticar fontes de ruído.
Implemente testes de conformidade EMC e registros de ensaios (radiated/conducted emissions) como parte do processo de entrega, especialmente quando o sistema interage com redes de comunicação sensíveis.
Exemplos práticos de uso do conector HD DB26 macho com capa plástica soldável
Exemplo 1 — Em uma subestação, o DB26 consolida sinais de transformadores de corrente e tensão para o painel de proteção. Cabos blindados conectam sensores ao DB26, que alimenta módulos de aquisição ICP DAS; testes de isolamento e ensaios de surtos são realizados conforme regulamentos locais. Documentação detalhada do pinout garante rápida intercambialidade em campo.
Exemplo 2 — Em um banco de testes automotivo, múltiplos canais analógicos e digitais são roteados via DB26 para a instrumentação. A facilidade de dessoldar e ressoldar permite rápida reconfiguração entre campanhas de teste, reduzindo tempo de setup. A implementação inclui gabaritos de soldagem e checklists de verificação.
Exemplo 3 — Em retrofit de máquinas industriais, substituir conectores danificados por DB26 soldável permite manter cabeamento original sem necessidade de painéis completos. A solução é prática quando a máquina opera com sistemas legados e precisa de upgrades gradativos para IIoT.
Comparações técnicas e erros comuns ao usar produtos ICP DAS similares
Comparação: DB26 soldável vs. DB26 metálico crimpado — o soldável oferece reparabilidade e custo inicial menor; o metálico crimpado proporciona melhor blindagem e resistência mecânica em ambientes vibratórios. A tabela abaixo resume diferenças:
- Peso: plástico < metálico.
- Blindagem: metálico > plástico.
- Facilidade de manutenção: soldável > crimpado (em pequenos volumes).
- Custo: soldável geralmente mais baixo por unidade.
Erros comuns: solda fria (mau aquecimento), excesso de solda criando curtos, falta de strain relief causando fadiga dos condutores e aterramento incorreto gerando loops. Evite fluxos corrosivos que não sejam limpos quando aplicável.
Critérios de seleção entre modelos ICP DAS
Checklist objetivo: ambiente (temperatura, umidade), necessidade de blindagem, corrente por pino, facilidade de manutenção, volume de produção (crimp vs solda) e compatibilidade com módulos ICP DAS. Se houver vibração e EMC crítica, prefira opções metálicas com travamento; para prototipagem e rework, soldável é mais apropriado.
Checklist final de validação antes da entrega ao cliente
- Verificação mecânica: capa intacta, parafusos e travas montados.
- Testes elétricos: continuidade, resistência de contato, isolamento e testes de comunicação.
- Documentação: pinout, relatório de testes, instruções de manutenção e certificações aplicáveis.
Além disso, garantir rastreabilidade de lote, condições de armazenamento e instruções de instalação para cliente. Forneça contato técnico ICP DAS para suporte pós-entrega.
Conclusão
O conector HD DB26 macho com capa plástica soldável é uma solução versátil e prática para integração de múltiplos sinais em aplicações industriais, IIoT e OEMs. Ele oferece bom equilíbrio entre custo, reparabilidade e densidade de conexão, contanto que se observe práticas corretas de soldagem, blindagem e testes elétricos. Para aplicações que exigem essa robustez, a série conector HD DB26 macho com capa plástica soldável da ICP DAS é a solução ideal. Confira as especificações e solicite suporte em: https://www.lri.com.br/aquisicao-de-dados/conector-hd-db26-macho-capa-plastica-soldavel
Interaja: deixe perguntas nos comentários sobre pinout, procedimentos de soldagem ou integração com módulos ICP DAS — nossa equipe técnica responderá. Para artigos complementares sobre seleção de conectores e práticas de aquisição de dados, veja também: https://blog.lri.com.br/como-escolher-conectores e https://blog.lri.com.br/boas-praticas-aquisicao-dados
Referência: para mais artigos técnicos consulte: https://blog.lri.com.br/
SEO
Meta Descrição: Conector HD DB26 macho com capa plástica soldável: especificações, montagem e integração em automação e IIoT. Escolha técnica e guia prático.
Palavras-chave: conector HD DB26 macho com capa plástica soldável | conector DB26 soldável | DB26 HD | conector soldável | conector ICP DAS | aquisição de dados | I/O modular